

ئېنىق ماشىنىسازلىق ئىشلەپچىقارغۇچىڭىز
PRECISION MACHINING
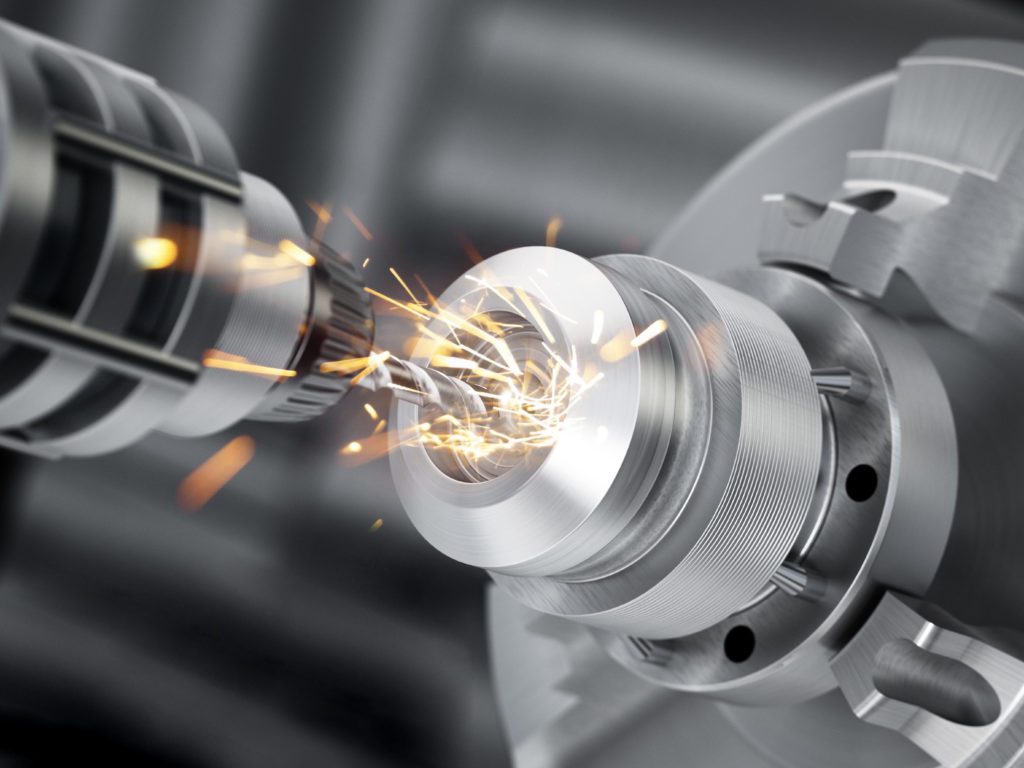
ئىنچىكە پىششىقلاپ ئىشلەش بىر تەرەپ قىلىش ماشىنىسى ئارقىلىق ئەسەرنىڭ شەكلى ياكى ئىقتىدارى ئۆزگىرىدىغان جەريان. بىر تەرەپ قىلىنىدىغان ئەسەرنىڭ تېمپېراتۇرا ئەھۋالىغا ئاساسەن ، ئۇ سوغۇق پىششىقلاپ ئىشلەش ۋە ئىسسىق پىششىقلاپ ئىشلەشكە ئايرىلىدۇ. ئادەتتە ، ئۆي تېمپېراتۇرىسىدا پىششىقلاپ ئىشلەش ، ھەمدە ئەسەرنىڭ خىمىيىلىك ياكى فازا ئۆزگىرىشىنى كەلتۈرۈپ چىقارمايدۇ ، ئۇ سوغۇق پىششىقلاپ ئىشلەش دەپ ئاتىلىدۇ. ئادەتتە نورمال تېمپېراتۇرىدىن يۇقىرى ياكى تۆۋەنرەك پىششىقلاپ ئىشلەش ئەسەرنىڭ خىمىيىلىك ياكى فازا ئۆزگىرىشىنى كەلتۈرۈپ چىقىرىدۇ ، بۇ ئىسسىقلىق بىر تەرەپ قىلىش دەپ ئاتىلىدۇ. سوغۇق پىششىقلاپ ئىشلەشنى پىششىقلاپ ئىشلەش ئۇسۇلىنىڭ ئوخشىماسلىقىغا ئاساسەن كېسىش پىششىقلاپ ئىشلەش ۋە بېسىم بىر تەرەپ قىلىشقا بۆلۈشكە بولىدۇ. ئىسسىقلىق بىر تەرەپ قىلىش ئادەتتە ئىسسىقلىق بىر تەرەپ قىلىش ، ياساش ، قۇيۇش ۋە كەپشەرلەشنى ئۆز ئىچىگە ئالىدۇ.

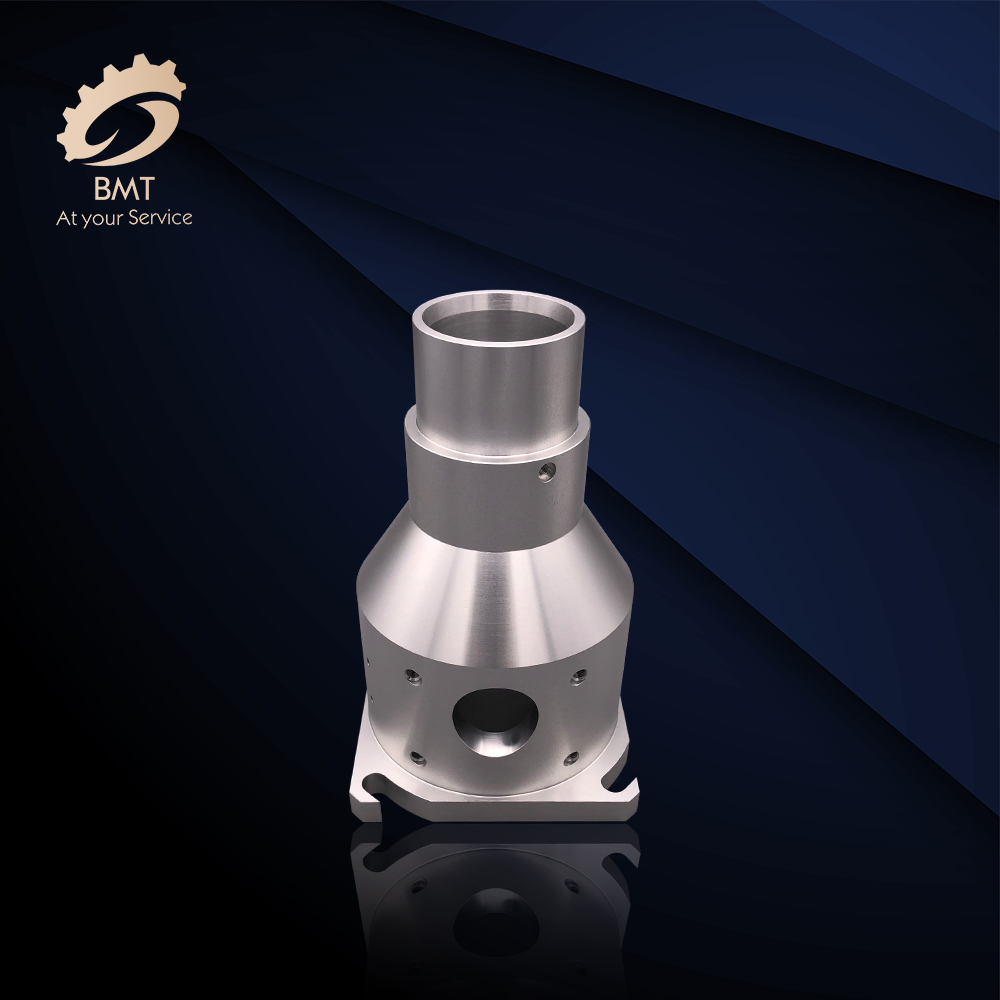
ئاپتوماتىك زاپچاسلارنى بىر تەرەپ قىلىش پۈتكۈل ماشىنا زاپچاسلىرىنى بىر تەرەپ قىلىش ۋە ماشىنا زاپچاسلىرىنى پىششىقلاپ ئىشلەشكە مۇلازىمەت قىلىدىغان مەھسۇلاتنى تەشكىل قىلىدىغان ئورۇن. ئاپتوموبىل سانائىتىنىڭ ئاساسى بولۇش سۈپىتى بىلەن ، ماشىنا زاپچاسلىرى ئاپتوموبىل سانائىتىنىڭ سىجىل ۋە ساغلام تەرەققىياتىنى قوللاشتىكى زۆرۈر ئامىللار. بولۇپمۇ ، ئاپتوموبىل سانائىتىدىكى نۆۋەتتىكى مۇستەقىل تەرەققىيات ۋە يېڭىلىق يارىتىش كۈچلۈك ۋە جىددىي ئېلىپ بېرىلىۋاتقان بولۇپ ، ئۇنى قوللاش ئۈچۈن كۈچلۈك زاپچاس سىستېمىسى تەلەپ قىلىنىدۇ. ماشىنا مۇستەقىل ماركا ۋە تېخنىكىدا يېڭىلىق يارىتىش زاپچاس ۋە زاپچاسلارنى ئاساس قىلىشنى تەلەپ قىلىدۇ ، زاپچاس ۋە زاپچاسلارنىڭ مۇستەقىل يېڭىلىنىشى ماشىنا سانائىتىنىڭ تەرەققىياتىغا كۈچلۈك ھەرىكەتلەندۈرگۈچ كۈچ ئاتا قىلىدۇ. ئۇلار بىر-بىرىگە تەسىر كۆرسىتىدۇ ۋە ئۆز-ئارا تەسىر كۆرسىتىدۇ. مۇكەممەل ماشىنىلارنىڭ مۇستەقىل ماركىسى ۋە كۈچلۈك زاپچاس سىستېمىسى يوق. شىركەتنىڭ تەتقىق قىلىپ ئېچىش ۋە يېڭىلىق يارىتىش ئىقتىدارى يېرىلىش تەس ، كۈچلۈك زاپچاس سىستېمىسىنىڭ قوللىشى بولمىسا ، مۇستەقىل ماركىلارنىڭ تېخىمۇ چوڭ ۋە كۈچلۈك بولۇشى تەسكە توختايدۇ.
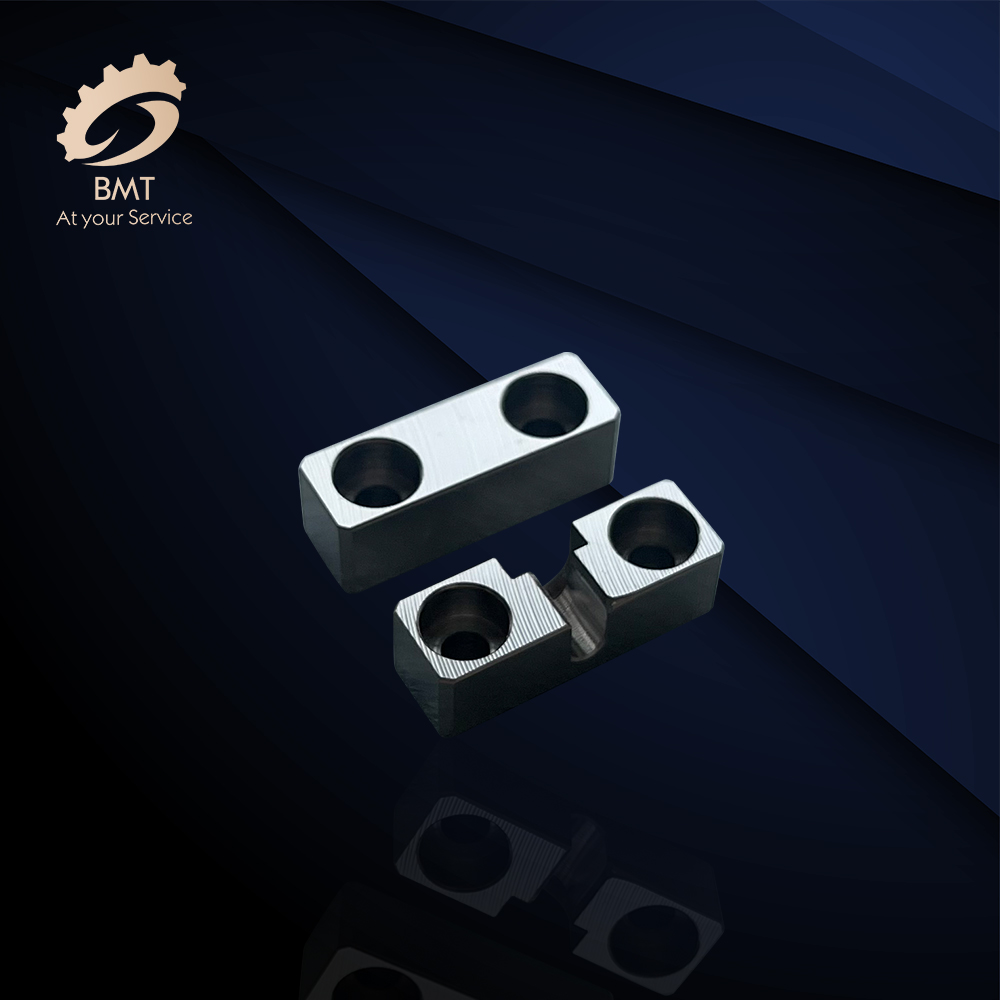
زاپچاسلار ماشىنىدا ئايرىغىلى بولمايدىغان ئايرىم بۆلەكلەرنى كۆرسىتىدۇ. ئۇلار ماشىنىنىڭ ئاساسلىق زاپچاسلىرى ۋە ماشىنا ئىشلەپچىقىرىش جەريانىدىكى ئاساسلىق ئورۇن. ياساش جەريانى ئادەتتە قۇراشتۇرۇش جەريانىنى تەلەپ قىلمايدۇ. يەڭ ، دەل-دەرەخ ، قاتتىق پوستلۇق مېۋە ، ياڭاق ، چىشلىق چاق ، چىشلىق چاق ، كامېر ، تاياقچە گەۋدىنى تۇتاشتۇرۇش ، كالتەك بېشىنى تۇتاشتۇرۇش قاتارلىقلار. چوڭ-كىچىكلىكى ۋە توغرىلىقى ئۈچۈن كونكرېت تەلەپلەر بار ، مەسىلەن 1 مىللىمېتىر قوشۇش ياكى مىنۇس مىكروومېتىر قاتارلىقلار. ئەگەر چوڭلۇقى بەك چوڭ بولسا ئىسراپ بولىدۇ. بۇ ۋاقىتتا ئۇ قايتا پىششىقلاپ ئىشلەشكە ، ۋاقىت ئىسراپ قىلىشقا ۋە جاپالىق ئىشلەشكە باراۋەر ، بەزىدە ھەتتا پۈتكۈل پىششىقلاپ ئىشلەنگەن ماتېرىياللارمۇ بىراك قىلىنغان. بۇ تەننەرخنىڭ ئېشىشىنى كەلتۈرۈپ چىقاردى ، شۇنىڭ بىلەن بىر ۋاقىتتا ، زاپچاسلارنى ئەلۋەتتە ئىشلەتكىلى بولمايدۇ.
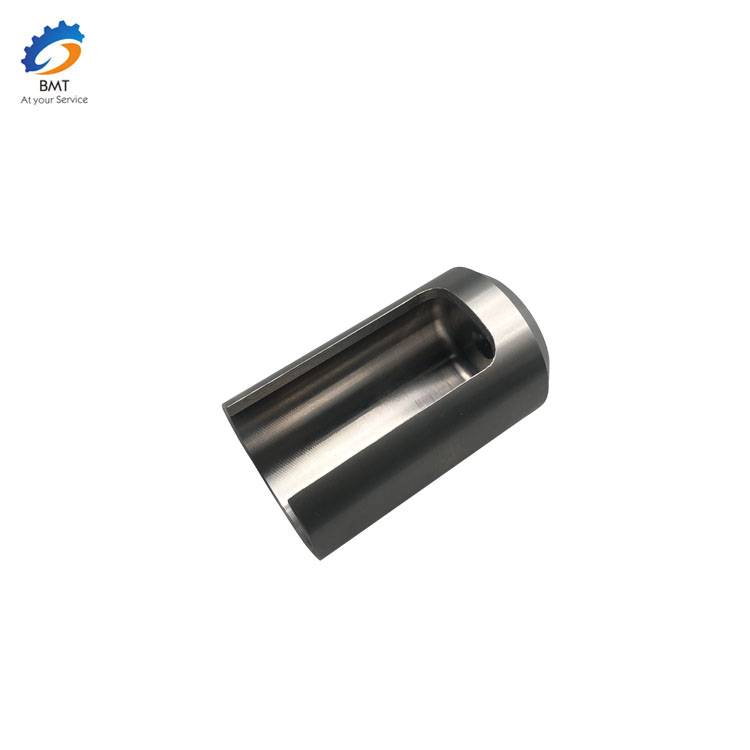
بەزى ئورتاق ئۈسكۈنىلەر قېلىپ بىر تەرەپ قىلىشنى تاماملىيالمايدۇ ، مەسىلەن كىچىك R بۇلۇڭلۇق بەزى كاۋاكلار. ئېلېكترود ئېلېكتر تومۇرى ئارقىلىق بىر تەرەپ قىلىنىدۇ. بۇلار ئادەتتە مىس ياكى گرافتتىن ياسالغان. قېلىپ ياساش تېخنىكىسىنىڭ تېز تەرەققىي قىلىشى زامانىۋى ياسىمىچىلىق تېخنىكىسىنىڭ مۇھىم تەركىبىي قىسمىغا ئايلاندى. زامانىۋى قېلىپ ياساش تېخنىكىسى ئۇچۇر قوزغاتقۇچنى تېزلىتىش ، ياسىمىچىلىقنىڭ ئەۋرىشىملىكى ، چاققان ئىشلەپچىقىرىش ۋە سىستېمىنىڭ بىر گەۋدىلىشىشى قاتارلىق تەرەپلەردە تەرەققىي قىلماقتا. ئۇ قېلىپنىڭ CAD / CAM تېخنىكىسى ، قېلىپنىڭ لازېرلىق تېز سۈرئەتتە تەقلىد قىلىش تېخنىكىسى ، قېلىپنىڭ ئېنىق شەكىللەندۈرۈش تېخنىكىسى ۋە قېلىپنىڭ دەرىجىدىن تاشقىرى ئىنچىكە پىششىقلاش تېخنىكىسىدا ئالاھىدە ئىپادىلىنىدۇ. قېلىپ لايىھىسى چەكلىك ئېلېمېنت ئۇسۇلى ۋە چېگرا ئېلېمېنت ئۇسۇلى ئارقىلىق ئېقىش ، سوۋۇتۇش ۋە ئىسسىقلىق يەتكۈزۈش جەريانىنى ئېلىپ بارىدۇ. ھەرىكەتچان تەقلىد قىلىش تېخنىكىسى ، قېلىپ CIMS تېخنىكىسى ، قېلىپ DNM تېخنىكىسى ۋە رەقەملىك كونترول تېخنىكىسى قاتارلىق ئىلغار ياساش تېخنىكىسى بارلىققا كەلدى.