
























CNC ماشىنا پىششىقلاپ ئىشلەشنىڭ ئەمەلىي سوئاللىرى

ئىنچىكە پىششىقلاپ ئىشلەش ھەر قانداق ئىشلەپچىقىرىش جەريانىنى تېخىمۇ يۇقىرى پەللىگە كۆتۈرەلەيدۇ.ئۇ مەشغۇلات ئۈنۈمى ئۈچۈن ئاجايىپ خىزمەت قىلالايدۇ ، بۇرۇلۇش ۋاقتىنى ئەڭ تۆۋەن چەككە چۈشۈرۈپ ، ئىشلەپچىقىرىش تەننەرخىنى تۆۋەنلىتىدۇ.بۇنى جۇڭگونىڭ 15 يىللىق تەجرىبىسى بار CNC بۇرۇلۇش ۋە زاۋۇتى زاپچاسلىرى ئىشلەپچىقارغۇچىلاردىن ياخشىراق كىم بىلىدۇ؟BMT شۇنىڭدىن باشلاپ كەسىپلەرنى ئالاھىدە ئېنىق زاپچاسلار بىلەن تەمىنلەپ كەلدى.
مېخانىكىلىق بىر تەرەپ قىلىش تەۋرىنىشنىڭ ئالدىنى ئېلىش ۋە كونترول قىلىش:
ماشىنىدا تەۋرىنىش پەيدا قىلىدىغان شارائىتنى يوقىتىش ياكى ئاجىزلاشتۇرۇشجەريان سىستېمىسىنىڭ ھەرىكەتچان ئالاھىدىلىكىنى يۇقىرى كۆتۈرۈش ئۈچۈن ، ھەر خىل تەۋرىنىش نەملەشتۈرۈش ئۈسكۈنىلىرى ئارقىلىق جەريان سىستېمىسىنىڭ مۇقىملىقىنى يۇقىرى كۆتۈرۈش
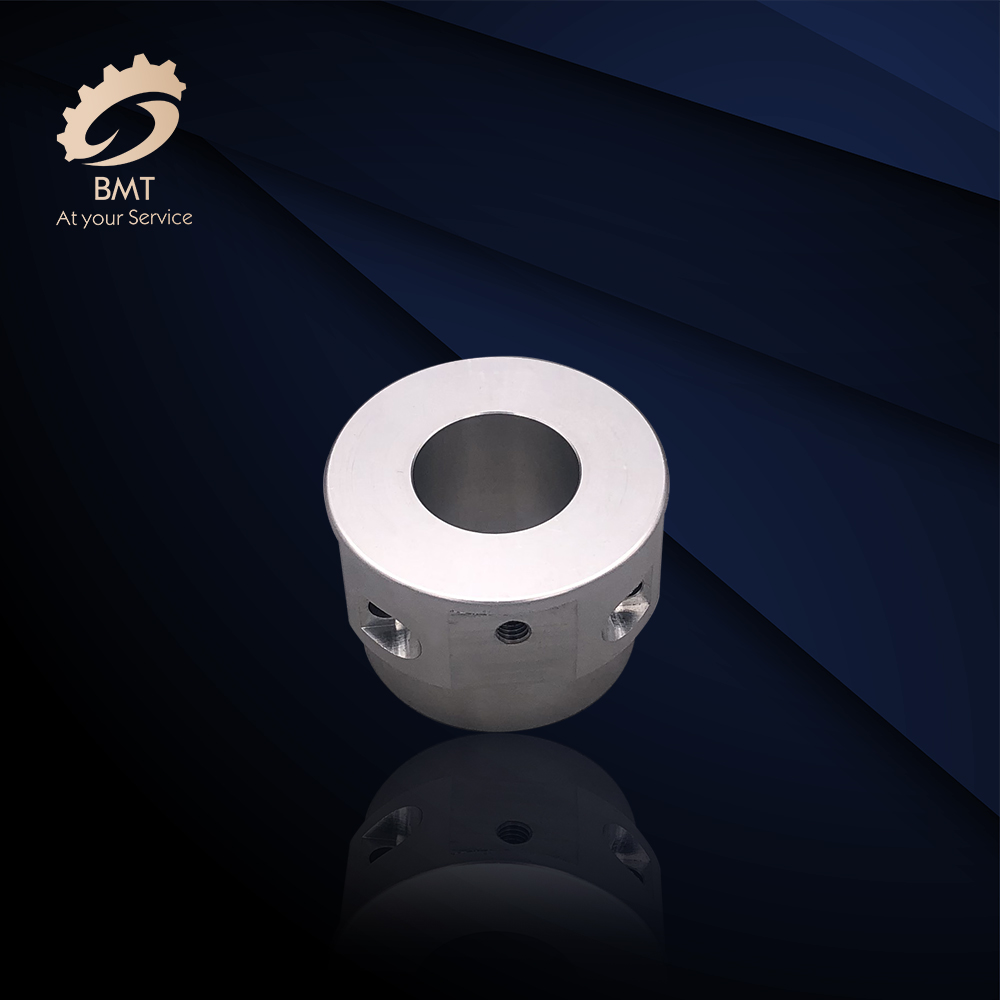
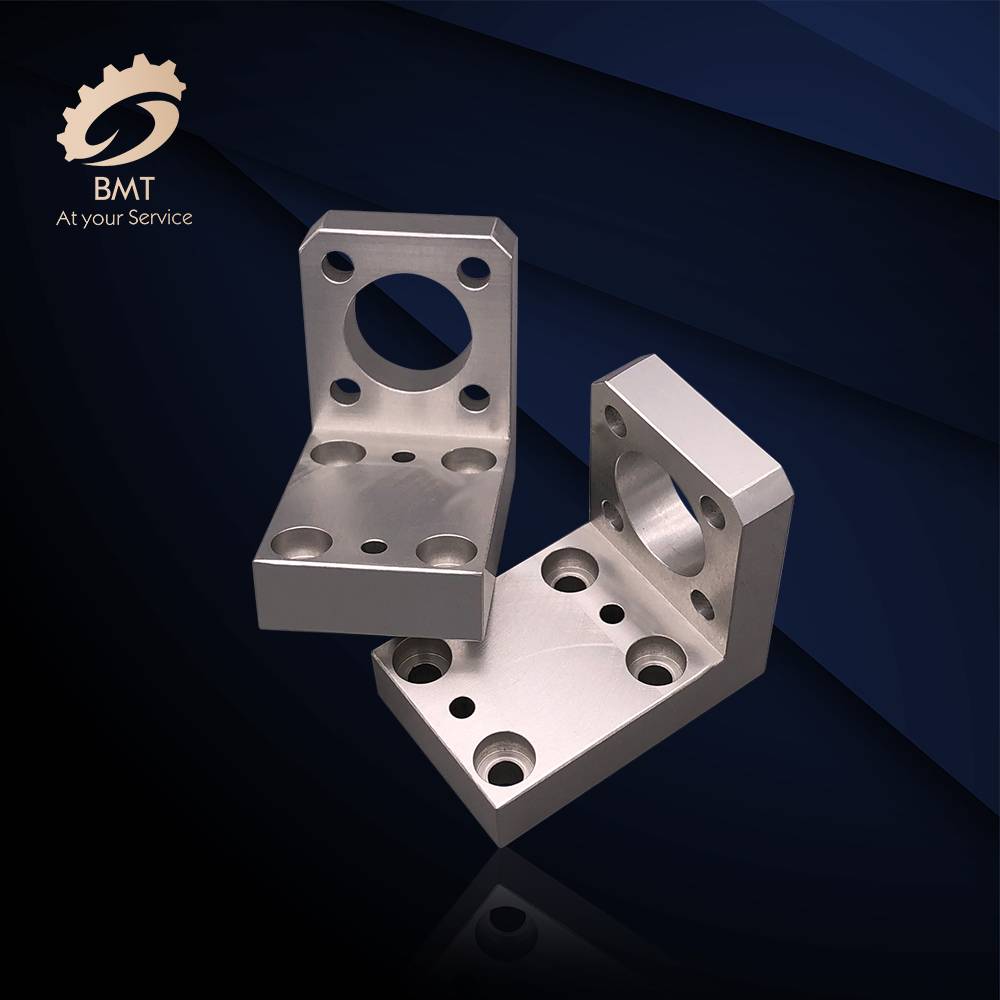
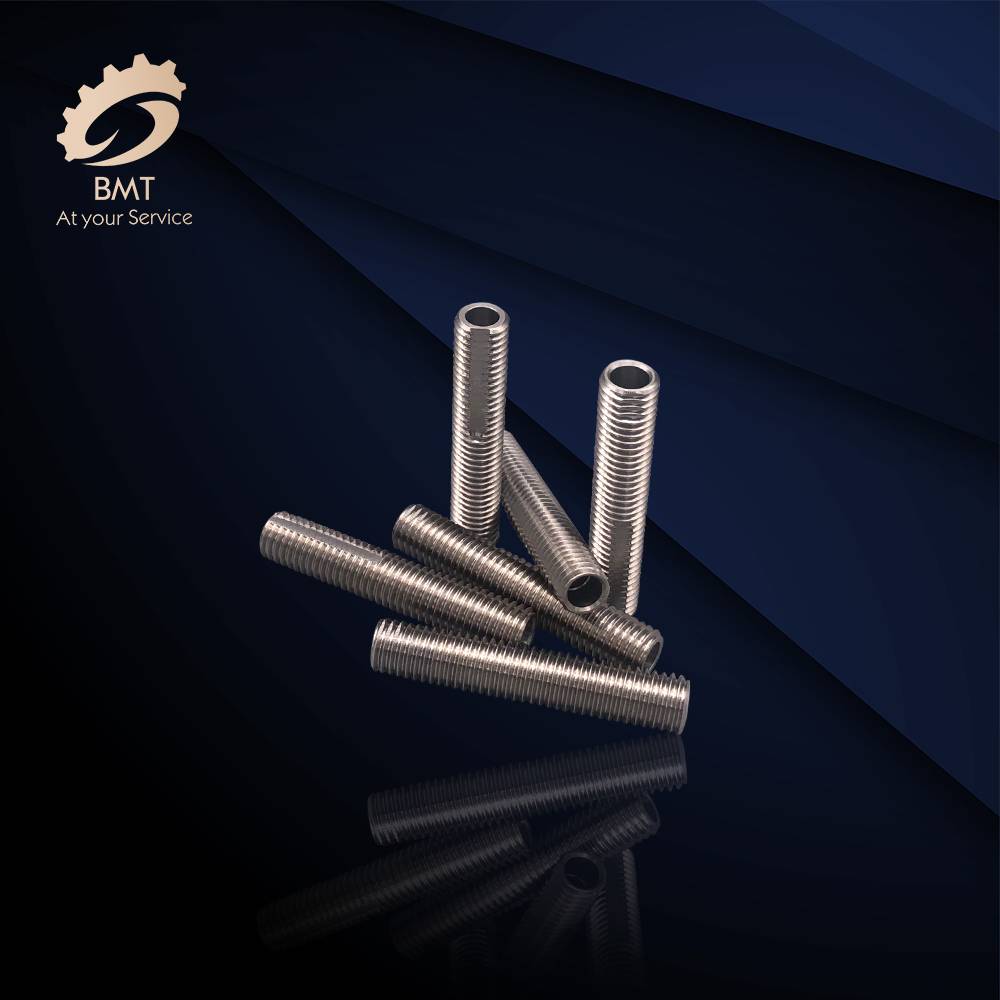
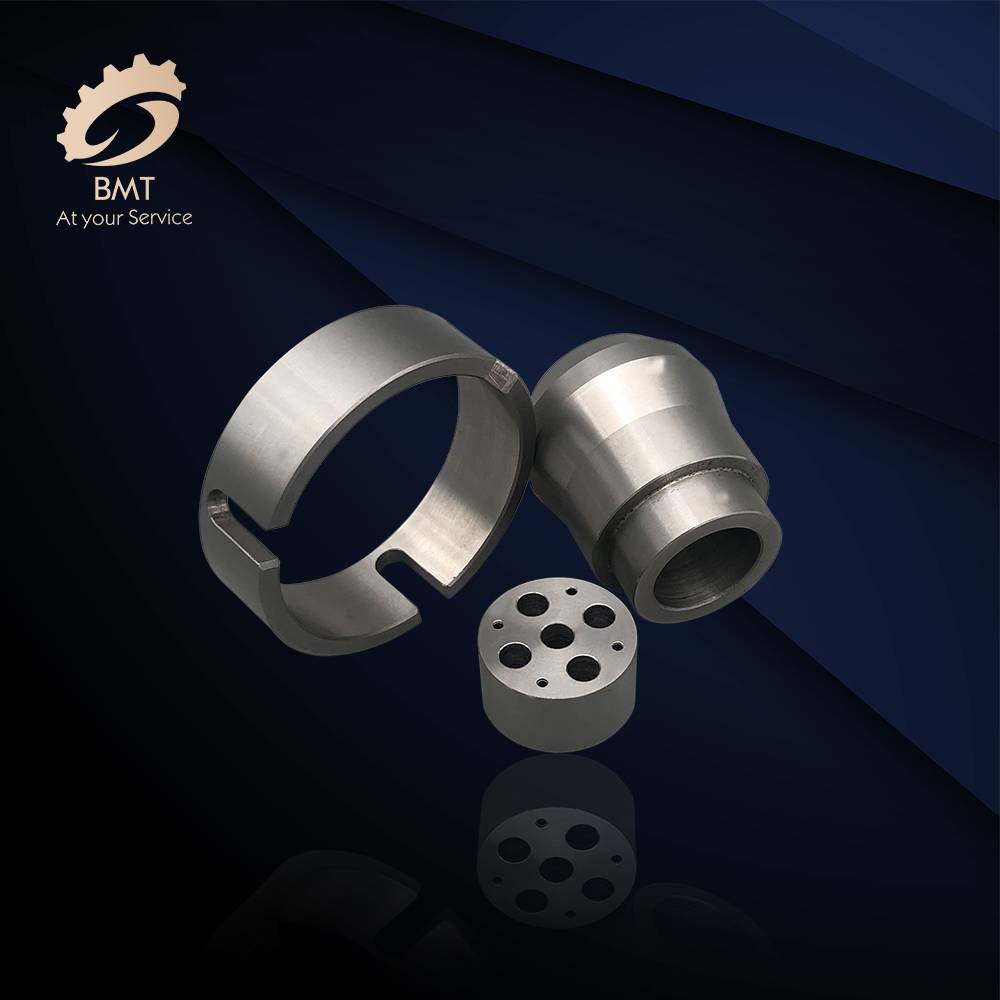
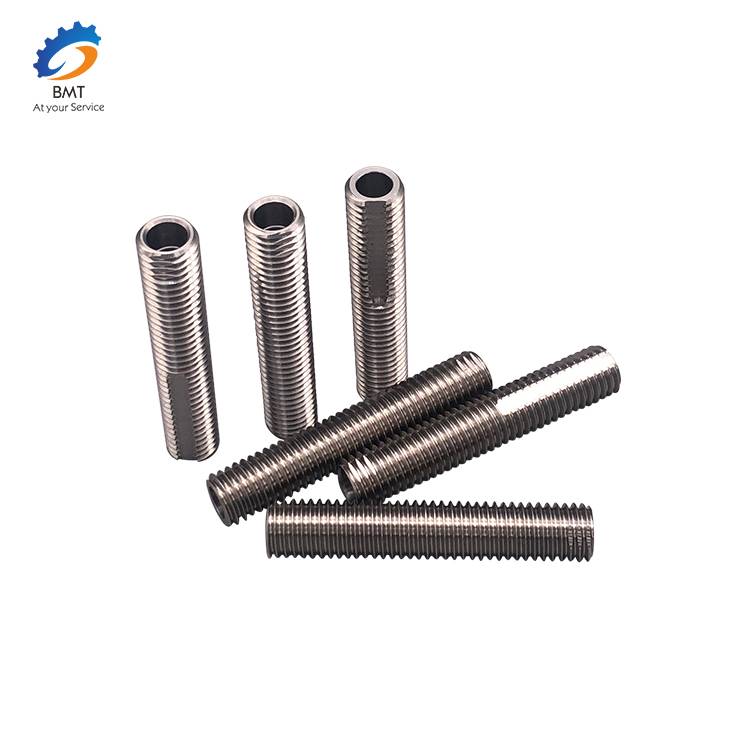
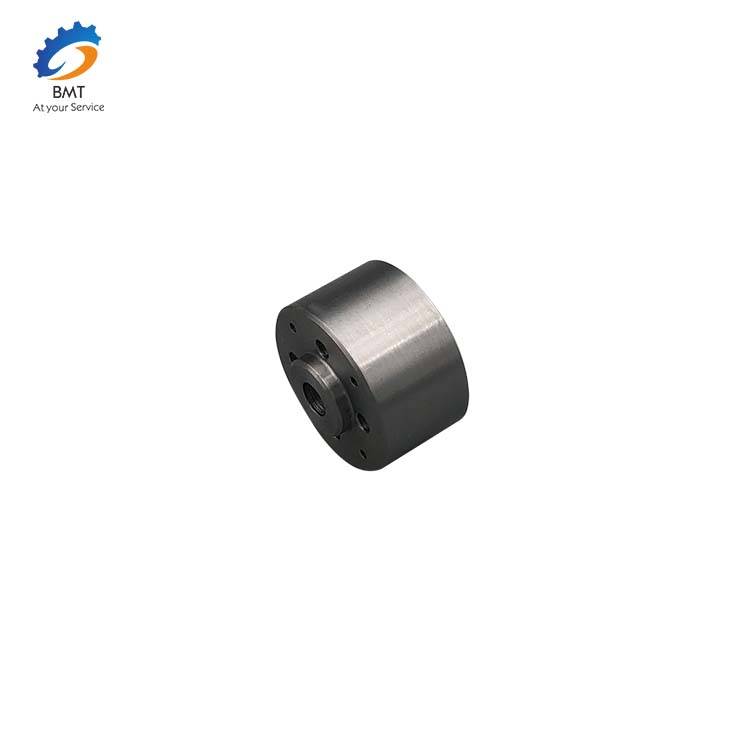
مەھسۇلات چۈشەندۈرۈشى






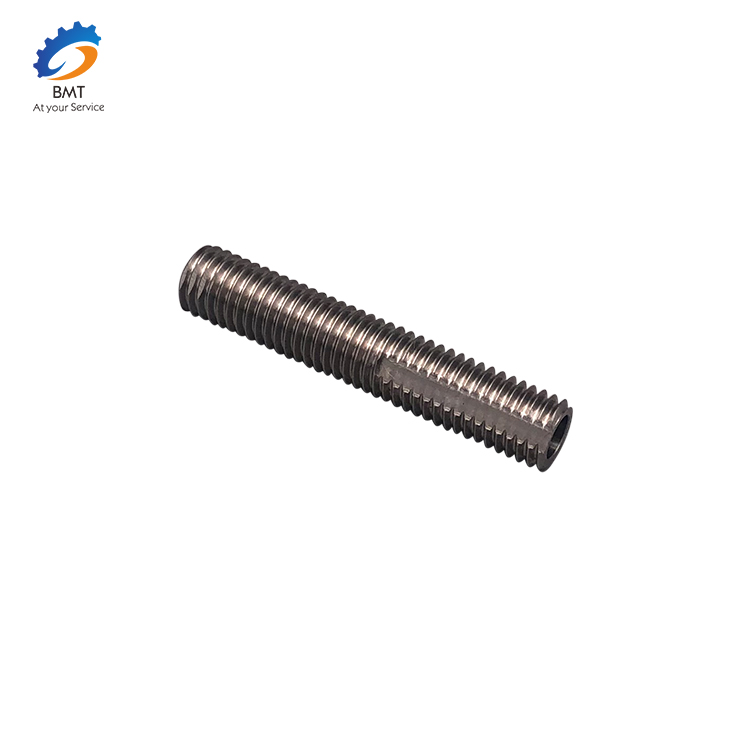




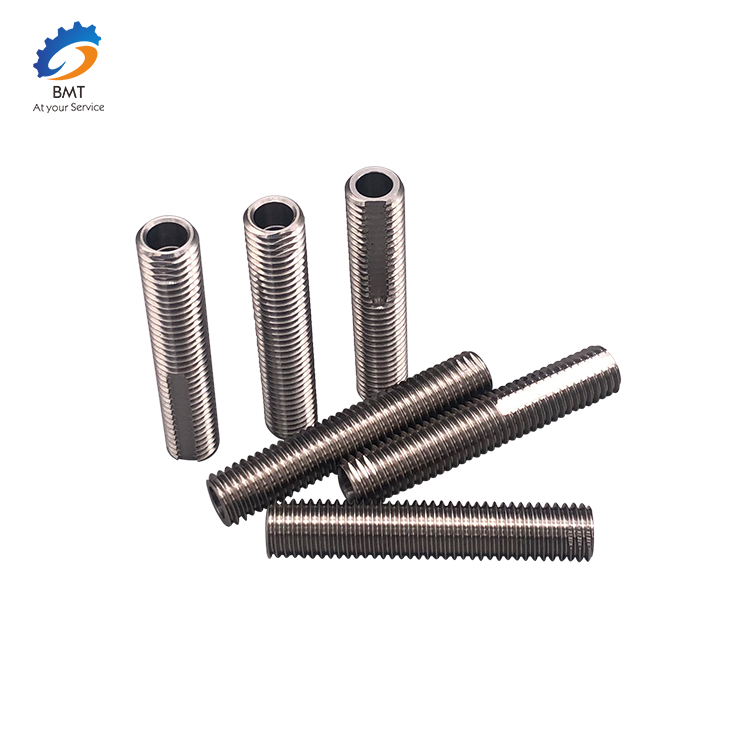













نېمىشقا CNC ماشىنىلىق زاپچاسلىرىمىزنى تاللايسىز؟


يىرىك ئۆلچەم تاللاش پرىنسىپى؟ئېسىل ئۆلچەم تاللاش پرىنسىپى؟
خام ئۆلچەم:
1. ئۆز-ئارا ئورۇن تەلىپىگە كاپالەتلىك قىلىش پرىنسىپى
2. پىششىقلاپ ئىشلەش يۈزىنىڭ پىششىقلاپ ئىشلەش تولۇقلىمىسىنىڭ مۇۋاپىق تەقسىملىنىشىگە كاپالەتلىك قىلىش پرىنسىپى
3. قۇلايلىق ئەسەرلەرنى قىسىش پرىنسىپى
4. يىرىك سانلىق مەلۇماتنى قايتا ئىشلەتمەسلىك پرىنسىپى
ئېسىل ئۆلچەم:
1. سانلىق مەلۇماتنى قاپلاش پرىنسىپى
(2) ئۆلچەم ئۆلچىمى ؛
3. ئۆز-ئارا ئۆلچەم پرىنسىپى
4. ئۆزىگە مۇلازىمەت قىلىش ئۆلچىمى پرىنسىپى
5. پرىنسىپنى چىڭ تۇتۇش ئاسان.


جەريان تەرتىپىنىڭ پرىنسىپلىرى قايسىلار؟
a) ئالدى بىلەن سانلىق مەلۇمات سەۋىيىسىنى بىر تەرەپ قىلىش ، ئاندىن باشقا يۈزلەرنى بىر تەرەپ قىلىش
ب) يېرىم ئەھۋالدا ، ئالدى بىلەن يەر يۈزى بىر تەرەپ قىلىنىدۇ ، ئاندىن تۆشۈك بىر تەرەپ قىلىنىدۇ
c) ئاساسلىق يۈزى ئالدى بىلەن بىر تەرەپ قىلىنىدۇ ، ئىككىلەمچى يۈزى كېيىن بىر تەرەپ قىلىنىدۇ
d) ئالدى بىلەن قوپال جەرياننى ، ئاندىن تاماملاش جەريانىنى ئورۇنلاشتۇرۇڭ.
بىر تەرەپ قىلىش باسقۇچىنى قانداق بۆلۈش كېرەك؟بىر تەرەپ قىلىش باسقۇچىنى بۆلۈشنىڭ قانداق پايدىسى بار؟
بىر تەرەپ قىلىش باسقۇچى:
1) پىششىقلاپ ئىشلەش باسقۇچى
2) يېرىم ھەل قىلغۇچ باسقۇچ
3) تاماملاش باسقۇچى
4) ئېنىق تاماملاش باسقۇچى

ئۇ يېتەرلىك ۋاقىتقا كاپالەتلىك قىلىپ ، ئىسسىقلىق ئۆزگىرىشى ۋە يىرىك پىششىقلاپ ئىشلەشتىن كېلىپ چىققان قالدۇق بېسىمنى تۈگىتىپ ، كېيىنكى پىششىقلاپ ئىشلەشنىڭ توغرىلىقىنى ئۆستۈرىدۇ.ئۇنىڭدىن باشقا ، يىرىك پىششىقلاپ ئىشلەش باسقۇچىدا بايقالغان كەمتۈكلۈكلەرنى كېيىنكى باسقۇچتا پىششىقلاپ ئىشلەشنىڭ ھاجىتى يوق ، ئىسراپچىلىقتىن ساقلىنىش كېرەك.ئۇنىڭدىن باشقا ، ئۈسكۈنىلەرنى مۇۋاپىق ئىشلىتىش ، ئىنچىكە ماشىنىلارنىڭ قوپال پىششىقلاپ ئىشلەشتىكى ئىنچىكە ماشىنا سايمانلىرىنى تاماملاش ، ئىنچىكە ماشىنا قوراللىرىنىڭ ئېنىقلىق دەرىجىسىنى ساقلاش ئۈچۈن.ئادەم كۈچى بايلىقىنى مۇۋاپىق ئورۇنلاشتۇرۇش ، مەھسۇلاتنىڭ سۈپىتىگە كاپالەتلىك قىلىش ، تېخنىكا سەۋىيىسىنى يۇقىرى كۆتۈرۈشتە ئىنتايىن مۇھىم بولغان ئىنچىكە دەرىجىدىن تاشقىرى ئىنچىكە پىششىقلاپ ئىشلەش بىلەن شۇغۇللىنىدىغان يۇقىرى تېخنىكىلىق ئىشچىلار.